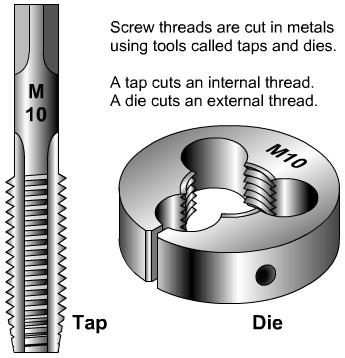
Screw threadThe thread on screws intended for use with wood and manufactured boards is generally is deeper, i.e. the thread has a greater height than the thread on machine screws and bolts intended for use with metals. The screw thread also has a smaller internal angle, creating a sharper thread and it also has a greater pitch. A wood screw cuts its own thread in wood and manufactured boards. The screw core fits into a pilot hole drilled to the size of the core diameter of the screw and the sharp thread on the screw cuts a thread in wood and manufactured boards as it is rotated and screwed into the timber. Taps and DiesMost metals are generally too hard for self tapping screws, so a thread has to be cut using a tap in order that machine screws and bolts can be screwed into them. |
 |
|
 |
To create an internal thread, a hole is first drilled the size of the core diameter of the screw. This is called a tapping size hole. Next, the taper tap is screwed into the hole and then removed, next the second tap and then the plug tap. The taps cut a screw thread in the hole.
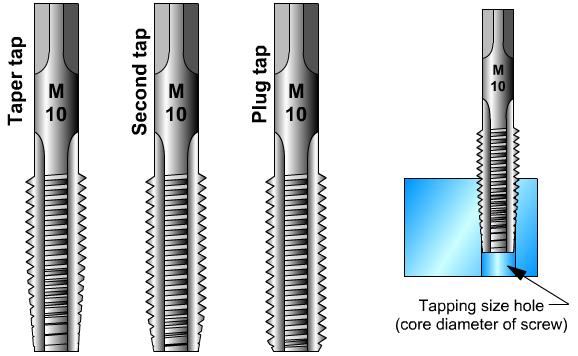
Cutting an internal screw thread
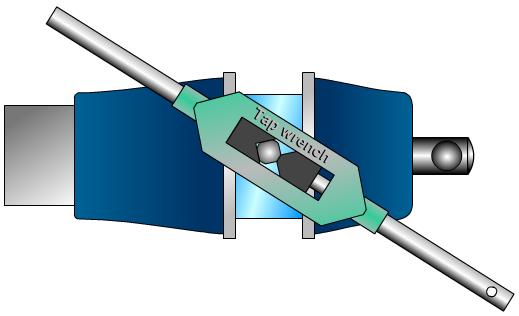
Taps are held in a tap wrench. The taper tap is screwed into metal first by turning the tap wrench 1½ turns clockwise, then ½ a turn back. This process is repeated until the tap is screwed right in. The process is repeated with the second and plug tap.
A little cutting oil or grease is wiped onto the tap to help it cut and to give the screw thread a smooth finish.
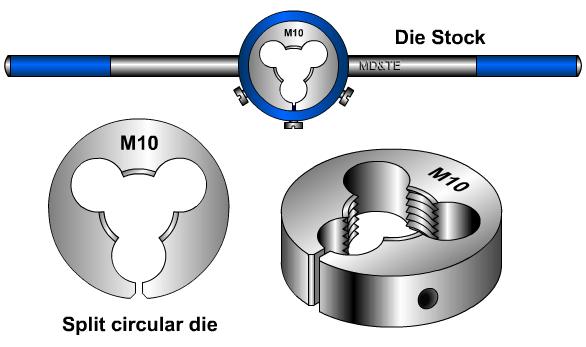
Cutting an external thread
The usual way of cutting screw threads in schools is by using a die held in a die stock. The most commonly used dies in schools are split circular dies that are held in a die stock.
The diestock has three screws that locate in recesses and the slot in the split circular die. By adjusting the three screws, the die can be enlarged or made slightly smaller, thus cutting a slightly oversize or slightly undersized screw thread.
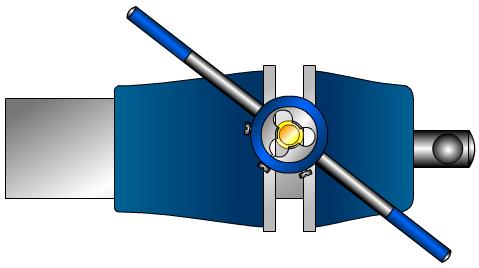
The die stock is turned over so that the bottom is facing upward. The die is located on the shaft and is then screwed onto it; turning 1½ turns clockwise, then ½ a turn back. This process is repeated until a sufficiently long thread is cut.
A little cutting oil or grease is wiped onto the die to help it cut and to give the screw thread a smooth finish.
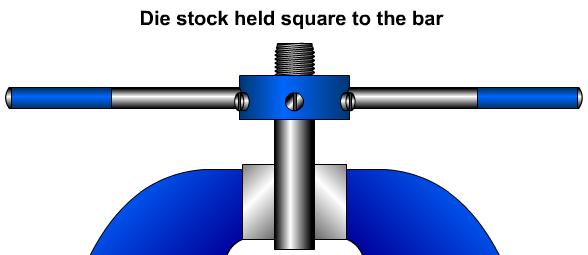
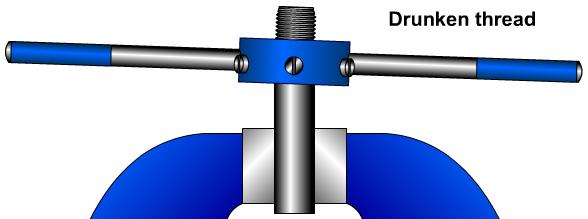
It is vitally important to keep the die and die stock square to the bar or a drunken thread will be cut.
Cutting an external thread on a lathe
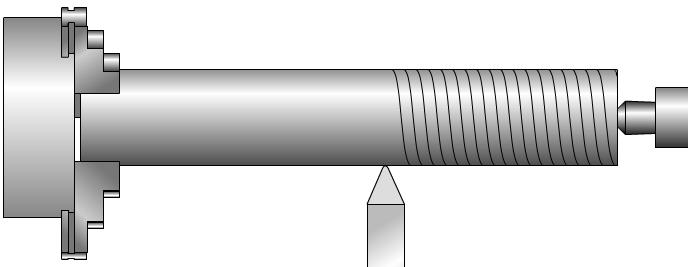
The rotation of the lathe chuck is matched with the feed of the lathe carriage to give the correct pitch for the screw thread. Several passes are made, cutting a little deeper with the lathe cutting tool each time until the correct thread profile is achieved.
The cutting tool must be shaped and positioned correctly to give the correct thread angles.
|
||||